










 21 / 68
21 / 68

21
Extrusion Asia Edition 1/2016
并铺展到全宽。多流道技术具有更高的模层均一性和厚度精
确性的主要原因在于,它无需将多层熔体流预先排布在一个
共挤喂料块中,再通过模头同时铺展,从而大大减少了层界
变形的出现。
Iuliano 先生强调:“Nordson Extrusion Dies Industries
在世界各地的客户长期以来一直受益于多流道共挤技术,他
们会使用带有两流道、三流道、四流道或五条流道的模头。”“
设计一款九流道模头对我们而言是一项巨大的挑战,因为十
个主模身都必须充分紧固并加热。此外,九个流动通道需要
针对各自分配的特定层面分别进行定制设计,这意味着我们
必须在设计中采用不同大小和布局的流道。”
多流道工具可提升质量与生产效率
为了将熔融聚合物从挤出机输送到多层流道模
头,Nordson Extrusion Dies Industries 设计了一系列位于模
头上游的接模分配器,具有多种不同的配置可供选择。最简
单的版本有固定式设计,它按固定的分层顺序将聚合物熔体
输送至多流道复合模头的入口处。更为复杂的分配器能够使
熔体流改道,通过可更换的选择导流板改变各层的顺序。除
了选择导流板外,最先进的分配块还集成了复合共挤子单
元,用于在某些熔体流进模头之前将它们复合起来,以提高
产品的多功能性,形成比模头中的流道数量更多的复合层。
Nordson Extrusion Dies Industries 制造的多流道模头在
数量上超过了任何其他制造商。他们充分运用自己的经
验,实现了产品的无故障运行。Nordson Extrusion Dies
Industries 的许多四流道和五流道模头在使用时从未出现过任
何泄漏,甚至在产量接近每小时 5,000 千克时也是如此。对
于新的九流道模头,Nordson Extrusion Dies Industries 为模
身主体设计了额外的紧固件(位于端板装配区),以确保妥
善密封。
Nordson Extrusion Dies Industries 可以为客户的某个特
terials often required for high-performance packaging films,
while at the same time enhancing product quality and consis-
tency,” said Mr. Iuliano.
A manifold is a flow distribution channel inside the die whose
complex internal geometry, engineered for a specific polymer, is
designed to develop a uniform, streamlined flow and distribute
the material to its full width. In a multi-manifold die, each poly-
mer flow stream has its own manifold, and the layers are com-
bined into a single structure only after each layer has been indi-
vidually spread to its full width. By comparison, a feedblock
combines multiple polymer streams into a narrow multi-layer
“sandwich” that is subsequently distributed to full width in a
single-manifold die. A chief reason why the multi-manifold me-
thod provides greater layer uniformity and thickness accuracy is
that it avoids much of the layer-interface deformation that oc-
curs when multiple layers pre-assembled in a feedblock are
then spread simultaneously through the die.
“Nordson EDI customers around the world have long benefit-
ted from multi-manifold coextrusion, using dies with two,
three, four, or five manifolds,” noted Mr. Iuliano. “Engineering
a nine-manifold die was a big challenge for us, since ten major
die body segments had to be adequately fastened and heated.
In addition, the nine flow channels were each custom designed
for the specific layer that they were distributing, meaning that
we had to accommodate flow channels of varying sizes and
layouts in the design.”
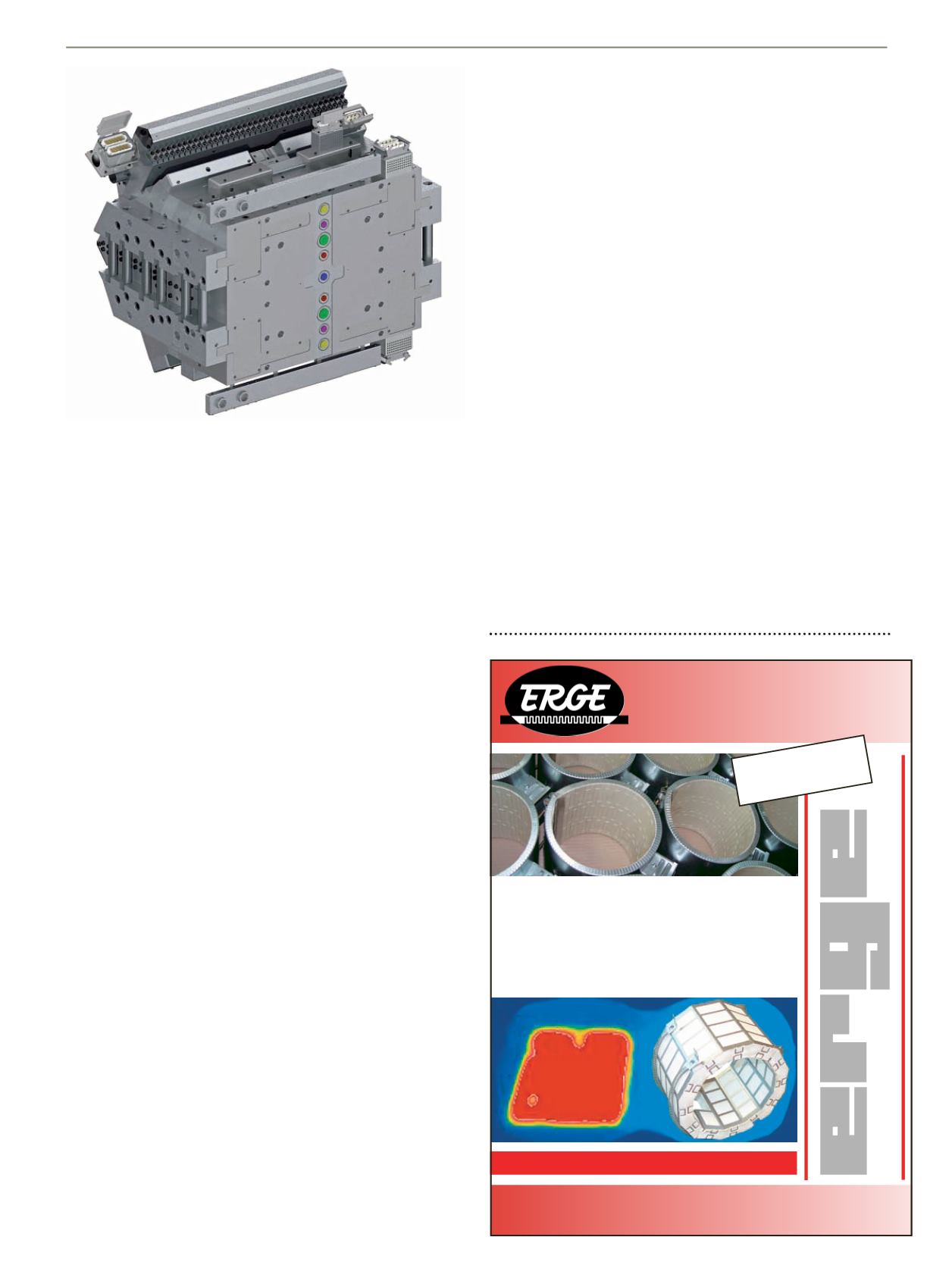
Nordson Extrusion Dies Industries 九流道模头的后视
图,各条树脂流以不同的颜色表示。位于左边的是两个创新型外
接紧固结构中的一个,旨在防止模头的一端发生泄漏。在顶部的
正中位置是 Autoflex 自动唇口调节装置上半部分的视图。
Rear view of 9-manifold Nordson EDI die, with entry ports
for the polymer streams shown in different colors. Visible at
left is one of two innovative outboard fastening structures
designed to prevent leakage at either end of the die. At top
center is a view of the upper portion of an Autoflex auto-
matic lip adjusting unit
48$/,7< 352'8&76 6,1&(
(5*( (OHNWURZlUPHWHFKQLN
)UDQ] 0HVVHU *PE+
6FKQDLWWDFK +HUVEUXFNHU 6WUDH
7HO
)D[
ZZZ HUJH HOHNWURZDHUPHWHFKQLN GH
(/(.752:b50(7(&+1,.
)5$1= 0(66(5
(5*( 0()/(; &HUDPLF +HDWHUV
PRUH KHDWLQJ VXUIDFH
EHWWHU KHDW FRQGXFWDQFH
7RJHWKHU ZLWK WKH HQHUJ\ RSWLPL]HG (5*( :'* +HDW
,QVXODWLRQ -DFNHW WKH XOWLPDWH HQHUJ\ VDYLQJ VROXWLRQ
1(: %(77(5 )25 :,11(56 21/<
-LD;LQJ (5*( (OHFWULF +HDW 7HFKQRORJ\ &R /WG
<DQ %HL 5RDG +DL\DQ =KHMLDQJ &KLQD 3RVWFRGH
3KRQH
ZZZ HUJHFKLQD FRP
Visit us
Chinaplas 2016
Hall E5, Booth B11