









 60 / 68
60 / 68

60
kompakt
Extrusion 5/2017
➠
Universität Stuttgart
Institut für Kunststofftechnik
www.ikt.uni-stuttgart.dederprogramm AiF-ZIM des Bundesmini-
steriums für Wirtschaft und Energie
(BMWi), soll das Hybridthermoformen
ganzheitlich von der Werkstoffauswahl
n
Das Institut für Kunststofftechnik (IKT)
der Universität Stuttgart entwickelt ge-
meinsam mit der KROH Kunststofftech-
nik GmbH, Bisingen, ein neuartiges Ther-
moformverfahren zur produktionseffi-
zienten Herstellung von Metall-Kunst-
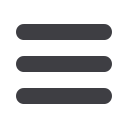
stoff-Hybridbauteilen. In dem gemeinsa-
men Projekt soll das Hybridthermofor-
men großformatiger Bauteile mit Abwär-
meeigenschaft erforscht werden. Das
Hybridthermoformen steht dabei für ei-
nen kombinierten Thermoform- und Fü-
geprozess, bei dem Metalleinleger im
Umformwerkzeug positioniert und wäh-
rend der Thermoformung formschlüssig
mit dem Thermoformteil aus Kunststoff
verbunden werden (vgl.
). Durch
das neue Verfahren können besonders
leistungsfähige, technische Thermoform-
teile ohne große Nachbearbeitung pro-
duziert werden.
In dem Projekt, gefördert durch das För-
Hybridthermoformen von großflächigen Metall-Kunststoff-Verbunden
bis hin zum eigentlichen Hybridthermo-
formprozess entwickelt werden. Ein we-
sentlicher Bestandteil ist hierin auch die
Entwicklung einer Expansionsdüse, mit
der Thermoformhalbzeuge mit gestei-
gerter Wärmeleitfähigkeit in Dickenrich-
tung für das Hybridthermoformen pro-
duziert werden sollen. Die Entwicklung
innerhalb des Kooperationsprojektes soll
dabei an Hand eines Touch-Panel-Ge-
häuses der Firma TR-Electronic GmbH,
Trossingen, erfolgen (vgl.
).
Bild 1:
Prozessschema
zum
IKT/KROH-
Hybrid-
thermoform-
verfahren
Bild 2: Geplantes Demonstratorbauteil Touch-Panel-Gehäuse der
Firma TR-Electronic GmbH (Bildquelle: TR-Systems)
and keeping Tempo Products’ tight pro-
duction timelines on track.
“Like most processors, we are so en-
gaged in keeping up with business and
taking care of customers that we over-
look periodic feedscrew maintenance,”
said Rael Sacks, founder and co-owner
of Tempo Products. “We pulled the
feedscrew once since purchasing the ex-
truder in 2012, and didn’t have any is-
sues until recently, so we didn’t think
about it. Once the new screw was instal-
led, everything was back to normal in fi-
ve minutes. We pride ourselves on custo-
n
When Tempo Products, Inc. of Fresno,
Calif., noticed output rates on their
Davis-Standard extruder were two-thirds
of capacity and material uniformity was
inconsistent, the company realized it was
time for a new feedscrew. The problem
was, new feedscrews typically have a
turnaround of eight or nine weeks; a
timeframe Tempo Products could not af-
ford as a company with same-day pro-
duct shipping. Davis-Standard’s after-
market team rallied to the call, delivering
and installing a new feedscrew within
five weeks, restoring production rates
Speedy Feedscrew Delivery Restores Outputs for Tempo Products
mer service, so being able to avoid pro-
duction delays is essential.”
Tempo Products uses this extruder to
process linear low-density polyethylene
and flexible PVC tubing for drip irrigation
products sold to major retailers through-
out the United States. The company is
family owned and Sacks works alongside
his sons and business partners, David
and Jonathan, to offer a full line of water
conservation and drainage products for
residential and commercial applications.
They sell through distribution channels
with a same-day shipping policy for or-