









 32 / 68
32 / 68

kosität, so dass sich die Zeit für das Zell-
wachstum bis zum Erreichen der Kristalli-
sationstemperatur verlängert. Bei höhe-
ren Temperaturen wird durch eine Ver-
schlechterung der Schmelzelastizität ein
Kollabieren der Blasen ebenfalls wahr-
scheinlicher [Rau98]. Für das Erreichen
einer feinzelligen Schaumstruktur mit
hoher Blasendichte sind daher niedrige
Schmelztemperaturen notwendig.
Erzielte Ergebnisse
In einer ersten Versuchsreihe wird ein
blasfolientypisches PE-LD 2101 TN00W
(SABIC Europe, Geleen) mit einem MFR
von 0,85 g/10 min (190 °C, 2,16 kg) für
die geschäumte Mittelschicht eingesetzt.
Durch die hohe Viskosität des Materials
liegt der resultierende Massestrom bei
dem vorliegenden maximal zulässigen
Druck der Versuchsanlage von 250 bar
unter dem vom Extruder regelbaren Mi-
nimalwert, sodass PE-LD Typen mit ei-
nem MFR von deutlich unter 2 g/10 min
an der Technikumsanlage nicht zum
Schäumen nicht verwendet werden kön-
nen. Im weiteren Vorgehen werden da-
her für die Mittelschicht niedrigviskosere
Materialtypen eingesetzt. Die nachfol-
genden Ergebnisse dieses Beitrages be-
ziehen sich auf eine Schaumtype PE-LD
2102 TX00 (SABIC Europe, Geelen) mit
einem MFR von 1,9 g/10 min. Die Au-
ßenschichten bestehen aus einem Blend
aus 70 Prozent PE-LLD 6118NE (SABIC
Europe, Geelen) und 30 Prozent PE-LD
2101 TN00W (SABIC Europe, Geelen).
Die Temperaturführung erfolgt auf der
Grundlage von Vorversuchen bei einer
Temperatur von 160 °C für alle drei Ex-
truder. Für eine genaue Differenzierung
des Einflusses des Materialtyps wird im
Laufe des Projektes ebenfalls eine Blasfo-
lientype 2102N0W (SABIC Europe, Ge-
elen) mit einem vergleichbaren MFR un-
tersucht. Die Versuche sind noch ausste-
hend.
Die Ausbildung einer feinen Zellstruktur
kann durch die Zugabe von Nukleie-
rungsmitteln realisiert werden. Die Nu-
kleierung erfolgt zum einen mit Talkum
PBH FPE 50 T (A.Schulman Europe
GmbH, Kerpen) und zum anderen mit
dem chemischen Treibmittel Hydrocerol
(Clariant Produkte (Deutschland) GmbH,
Frankfurt a.M.). Beide Nukleierungsmit-
tel werden der Mittelschicht in Form ei-
nes Masterbatches hinzugefügt. Die Ver-
suche werden an einer Düse mit einer
Spaltweite von 0,7 mm und einer Bügel-
zonenlänge von 4 mm bei einem kons-
tanten Massedurchsatzverhältnis aller
drei Extruder (3 kg : 4 kg : 3 kg) durch-
geführt. Eine ausschließliche Nukleie-
rung mit Talkum (3 Gew.-%) führt zu ei-
ner groben Zellstruktur mit einer Zellgrö-
ße größer als 1 mm (
). Deutlich
bessere Ergebnisse können erzielt wer-
den, wenn die Nukleierung zusätzlich
mit Hydrocerol erfolgt. Durch das Beimi-
schen von 1 Gew.-% Hydrocerol wird die
Zellgröße auf circa 300-400 µm reduziert
(
). Die bisher erzielten Foliendich-
ten der geschäumten Mittelschicht lie-
gen bei circa 260 kg/m
3
und die Dichte
der gesamten Folie bei ca. 500 kg/m
3
.
Für eine weitere Dichtereduktion der Ge-
samtfolie muss das bisherige Masse-
durchsatzverhältnis von (3 kg : 4 kg :
3 kg) hinsichtlich der Mittelschicht er-
höht werden. Aufgrund des hohen Fließ-
widerstandes bei einem Düsenspalt von
0,7 mm lässt sich dieses Verhältnis nur
begrenzt erhöhen, da der maximal zuläs-
sige Druck des OptiFoam-Systems von
250 bar bei größeren Massendurchsät-
zen erreicht wird. Für die Ermittlung ei-
ner geeigneteren Düsengeometrie müs-
sen Versuche bei einem konstanten
Druckniveau durchgeführt werden, da
die Nukleierungsrate wie bereits be-
schrieben mit der Höhe des Druckabfalls
am Werkzeugaustritt steigt.
Die verwendeten Düsen unterscheiden
sich hinsichtlich der Düsenspalte (0,7 mm,
1 mm, 1,5 mm) und der Bügelzonenlän-
ge (4 mm und 8 mm). Der beste Kom-
promiss zwischen einer feinzelligen
Schaumstruktur von 350 µm und einem
großen Massedurchsatzverhältnis von bis
zu (2 kg : 6 kg : 2 kg) ergibt sich für ei-
nen 1 mm Düsenspalt mit einer Bügelzo-
nenlänge von 4 mm bei einem CO
2
-ge-
halt von 2,6 Gew.-%.
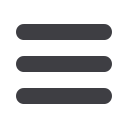
Neben dem Einfluss von Nukleierungs-
mitteln und Düsengeometrien wird der
Einfluss des Abzugsverhältnisses auf die
Zellstruktur untersucht. Ein vergrößertes
Abzugsverhältnis und ein somit erhöhtes
Verstrecken der Folie in Extrusionsrich-
tung führt zu einer länglichen Ausrich-
tung der Zellen (
). Diese Ausrich-
tung kann durch eine deutlich verringer-
te Abzugsgeschwindigkeit minimiert
werden (
), wodurch sich jedoch
die Gesamtfoliendicke von 124 µm auf
262 µm und die Dicke der Mittelschicht
von 84 µm auf 172 µm erhöht.
Fazit und Ausblick
Die erzielten Ergebnisse zeigen, dass ei-
ne Übertragung des Schäumprozesses
auf eine konventionelle Blasfolienextrusi-
onsanlage realisierbar ist. Bestehende
Blasfolienanlagen lassen sich durch die
vorgestellte Technik kostengünstig und
adaptiv zum Schäumen umrüsten. Die
Schaumstruktur ist von verschiedenen
Einflussfaktoren abhängig. Einen hohen
Einfluss zeigen dabei aktive Treibmittel.
So lässt sich die Zellgröße im Vergleich zu
einer mit 3 Gew.% Talkum gefüllten Mit-
telschicht mit einer zusätzlichen Zugabe
von 1 Gew.-% Hydrocerol bereits um
den Faktor 3 reduzieren. Chemische
Treibmittel haben allerdings den Nach-
teil, dass Reaktionsprodukte in der Folie
verbleiben. Im weiteren Verlauf des Pro-
jektes werden daher die Einflüsse weite-
rer Nukleierungsmittel, sowie die Einflüs-
se des Materialtyps, verschiedener Mate-
rialkombinationen (Blendzusammenset-
zung der Außenschichten) und weiterer
Prozessparameter (Aufblasverhältnis) un-
tersucht, um die bisher erzielte Schaum-
struktur weiter zu verbessern.
Bild 3: Einfluss der Abzugsgeschwindigkeit auf die Schaumstruktur
((a) v = 2 m/min, (b)v = 4 m/min)
32
Aus der Forschung –
Blasfolien
Extrusion 5/2017